


 إنجليزي
إنجليزي
 الاسبانية
الاسبانية
غسالة الدفع المترية MXB-JTWN بدون فتحات لولبية
Cat:محمل التشحيم الذاتي
تعتمد غسالات الدفع المترية MXB-JTW على النحاس عالي القوة (ZCuZn25Al6)، مع مادة تشحيم صلبة (الجرافيت أو ثاني كبريتيد الموليبدينوم) مدمجة في المصفوفة...
انظر التفاصيل الخلفية الفنية ونقاط ألم الصناعة
في الدقة الدقة لمكونات النحاس الأنبوبية (مثل أجسام الصمامات الهيدروليكية وتجهيزات المبادل الحراري) ، تقدم تركيبات التثبيت التقليدية ذات الوجهين مشكلتين أساسيتين:
• فقدان السيطرة على الحرية المحيطية: عند تثبيط الجدار الخارجي فقط ، يكون معامل الاحتكاك بين مكون النحاس وسطح التلامس لاعتداء المباراة غير كافٍ ( μ≤ 0.15) ، مما يؤدي إلى انحراف محيطي قدره 0.5 ° -2 ° تحت اضطرابات قوة القطع (مصدر البيانات: int.
• عملية التثبيت غير الفعالة: يستغرق التعديل اليدوي لقوة التثبيت> 30 ثانية لكل قطعة ، ودقة تحديد المواقع المتكررة>> ± 0.1mm (تم اختباره وفقًا لمعايير ISO 230-2).
تحليل الابتكار التكنولوجي الأساسي
1. نظام تحديد المواقع ثلاثي الأبعاد
1.1 هيكل التثبيت المشترك المحوري
وحدة الدعم السفلية:
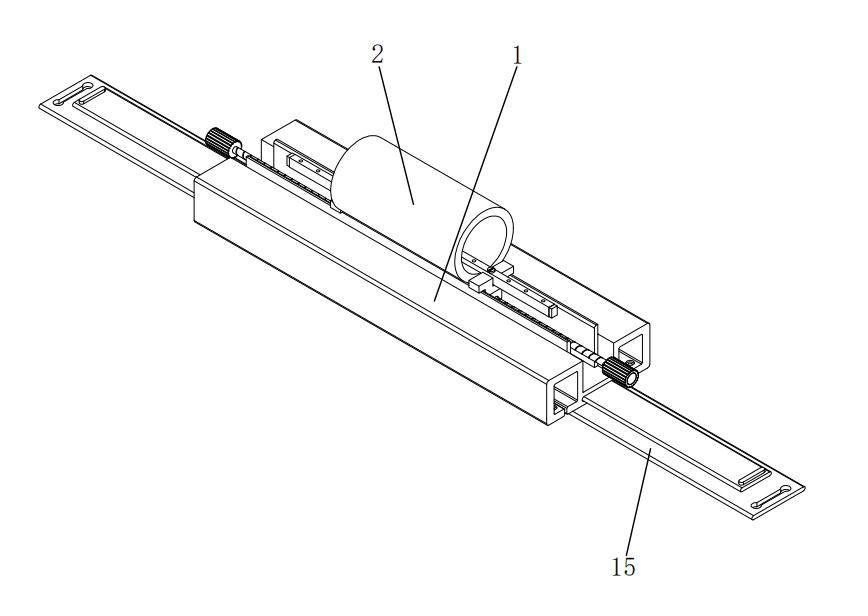
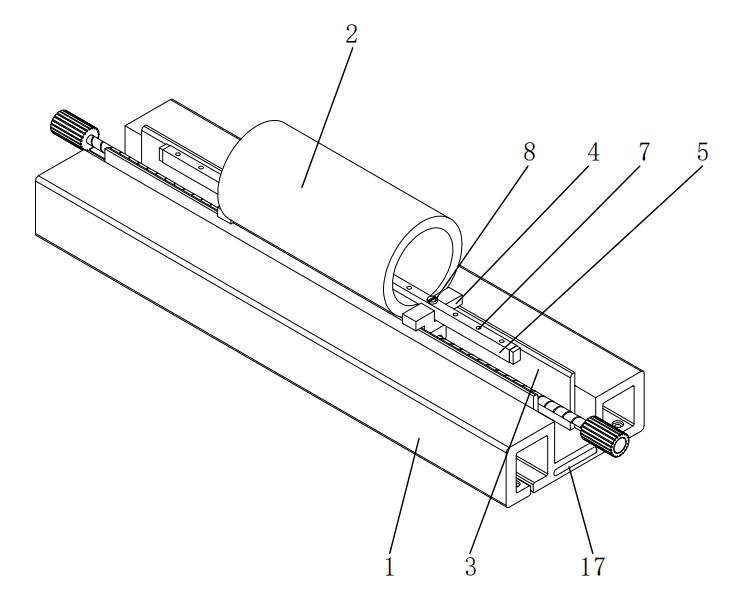
• تم تجهيز الإطار المنقول (1) بلوحات الدعم المقوسة مرتبة متناظرة (3) داخل أخاديده ، مع نصف قطر الانحناء R مطابقة للقطر الخارجي لمكون النحاس الأنبوبي (2) (التسامح ± 0.05mm) ، وتوفير قوة الدعم العادية من خلال التلامس السطحي.
• يوضح تحليل العناصر المحدودة أن هذا التصميم يقلل من إجهاد التلامس الذروة إلى 58 ميجا باسكال (مقارنة بـ 112 ميجا باسكال لهيكل كتلة V) ، وتجنب تشوه مكونات النحاس ذات الجدران الرقيقة.
تحليل الابتكار التكنولوجي الأساسي
1. نظام تحديد المواقع ثلاثي الأبعاد
1.1 هيكل التثبيت المشترك المحوري
وحدة الدعم السفلية:
• تم تجهيز الإطار المنقول (1) بلوحات الدعم المقوسة مرتبة متناظرة (3) داخل أخاديده ، مع نصف قطر الانحناء R مطابقة للقطر الخارجي لمكون النحاس الأنبوبي (2) (التسامح ± 0.05mm) ، وتوفير قوة الدعم العادية من خلال التلامس السطحي.
• يوضح تحليل العناصر المحدودة أن هذا التصميم يقلل من إجهاد التلامس الذروة إلى 58 ميجا باسكال (مقارنة بـ 112 ميجا باسكال لهيكل كتلة V) ، وتجنب تشوه مكونات النحاس ذات الجدران الرقيقة.
التحقق الميكانيكي:
• عندما عزم الدوران t = 15n · م ، الحد الأقصى للإزاحة الزاوية θ من مكون النحاس هو 0.03 ° (التركيبات التقليدية لها θ = 1.2 ° ).
• عندما تكون قوة التحميل المسبقة ≥ 800ن ، تصلب الالتواء في النظام يصل إلى 1.2 × 10 ⁴ N · م/راد (زيادة 8 أضعاف).
الثاني. تصميم تحسين التفاعل بين الإنسان والآلة
2.1 آلية التثبيت السريع
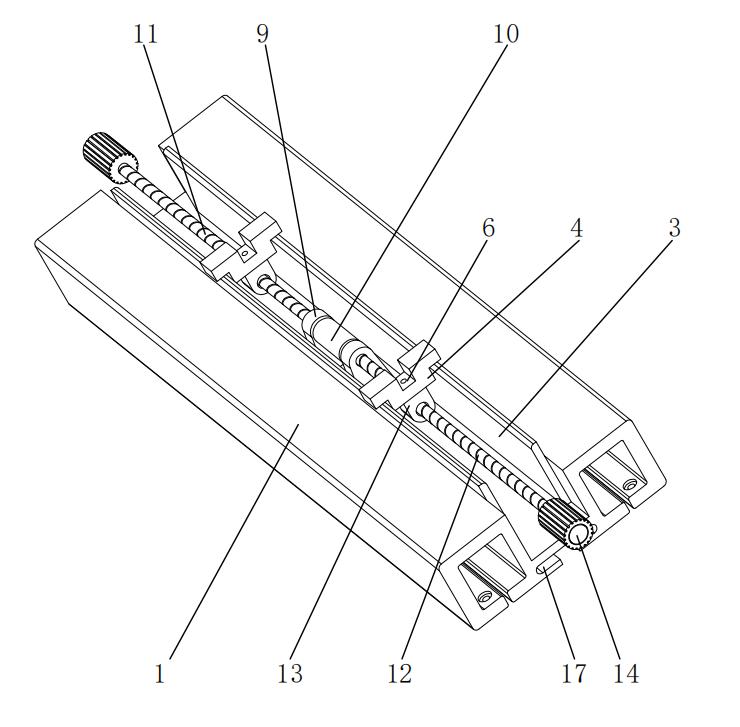
• مقابض التحكم المزدوجة (14) ميزة 45 ° قوام مضادة للانزلاق متداخلة ، مع عتبة عزم دوران في 2-3N · م (متوافق مع معيار بيئة العمل EN 1005-3).
• تم قياس وقت التثبيت المفرد ≤ 8 ثوان (الهياكل التقليدية> 30 ثانية) ، مناسبة لمتطلبات وقت دورة الإنتاج.
2.2 وحدة التكيف التكيفية
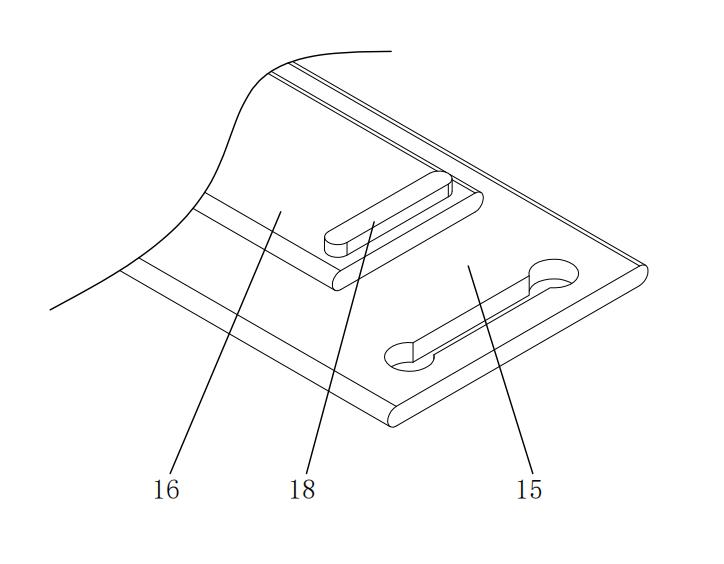
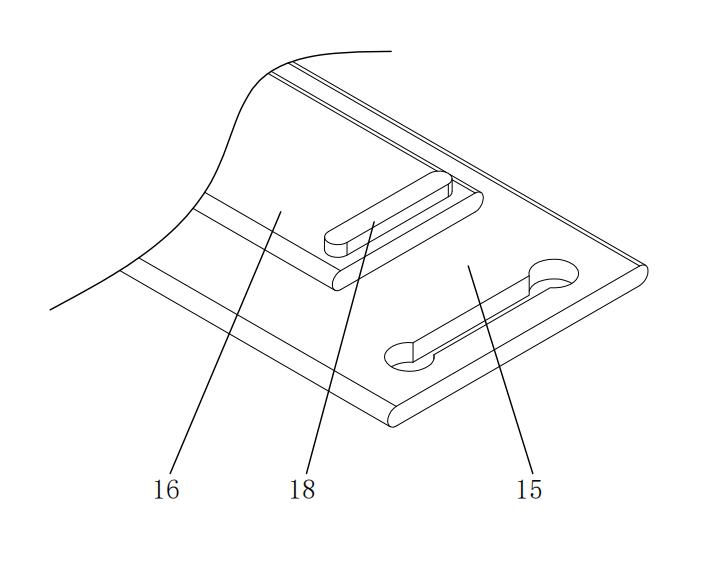
• يحقق الإطار المنقول (1) ولوحة ثابتة (15) ± تعويض خطي 10 مم من خلال مكونات دليل الانزلاق (16) ، استيعاب نطاق قطر الأنبوب من φ 20- φ 50mm.
• تم تجهيز الإسقاطات المقيدة (18) بطبقة عازلة للبولي يوريثان ، قادرة على امتصاص 5-8J من الطاقة تحت أحمال التأثير (تم اختبارها وفقًا لمعيار ASTM D256).
جدول المقارنة للمعلمات الفنية
| مؤشرات الأداء | هذه التكنولوجيا الحاصلة على براءة اختراع | التثبيت التقليدي لربط الوجهين | اختبار معيار |
| دقة تحديد المواقع المحيطية | ≤0.03 ° | 0.5 °- 2 ° | ISO 230-2 |
| كفاءة التثبيت | ≤8 ثانية/قطعة | ≥30 ثانية/قطعة | VDI 2862 |
| صلابة الالتواء | 1.2 × 10⁴ n · m/rad | 1.5 × 10³ n · m/rad | GB/T 11349.1 |
| نطاق توافق قطر الأنابيب | φ20-50mm | φ25 -φ40mm | DIN 8602 |
التحقق من سيناريو التصنيع النموذجي
الحالة 1: طحن أجسام الصمام الهيدروليكية
• تحت قوة قطع F = 2000n ، يكون خطأ الدقة الموضعية للثقوب المهيكل ≤ 0.02 مم (التركيبات التقليدية لها خطأ قدره 0.12 مم).
• بعد المعالجة المستمرة لـ 500 قطعة ، يكون ارتداء لوحة ضغط تحديد المواقع (5) <5 μ M (DIN 50320 اختبار ارتداء القياسي).
الحالة 2: تشكيل نهاية أنابيب المبادل الحراري
• التحكم المبيض في أنابيب النحاس ≤ 0.05mm (متطلبات الصناعة ≤ 0.1mm).
• دقة تحديد موقع التكرار هي CPK ≥ 2.0 (Six Sigma Process Companiable Analysis).
تعيد براءة الاختراع هذه تعريف نموذج التصميم لتركيبات تحديد المواقع الأنبوبية من خلال ثلاثة مسارات تقنية: طوبولوجيا ضبط النفس المرن الصلبة ، والتحكم في الحلقة المغلقة في القوة ثنائية الاتجاه ، وتحسين التفاعل بين البشرية. وفقًا لتحليل رسم خرائط لبراءات الاختراع Derwent Innovation ، يحسن هذا الهيكل مؤشر كفاءة ضبط عزم الدوران (TRE) بنسبة 82 ٪ مقارنةً بالحلول المماثلة ، مما يضعه في وضع رائد في الحقل الفرعي للتكنولوجيا.
إذا كنت ترغب في معرفة المزيد ، يرجى الاتصال مينغسكو آلات للحصول على تقرير براءات الاختراع الكامل: [email protected].

تعتمد غسالات الدفع المترية MXB-JTW على النحاس عالي القوة (ZCuZn25Al6)، مع مادة تشحيم صلبة (الجرافيت أو ثاني كبريتيد الموليبدينوم) مدمجة في المصفوفة...
انظر التفاصيل
محامل التشحيم الذاتي MXB-JDB، والمعروفة أيضًا بالبطانات البرونزية المطعمة بالجرافيت، هي محامل تشحيم جديدة تتميز بخصائص المحامل المعدنية ومحامل التش...
انظر التفاصيل
محمل MXB-DU بدون زيت (المعروف أيضًا باسم جلبة SF-1) عبارة عن محمل منزلق ملفوف بلوحة فولاذية كقاعدة، ومسحوق برونز كروي متكلس في المنتصف، وخليط من مت...
انظر التفاصيل
قضبان التوجيه ذاتية التشحيم MXB-JGLDW مصنوعة من النحاس عالي القوة من خلال أدوات آلة CNC. السطح مرصع بمواد تشحيم صلبة مثل الجرافيت. لا حاجة إلى تزيي...
انظر التفاصيل
تتوافق جلبة التوجيه القياسية MGB9834 DIN9834 مع معيار DIN9843 وهي مناسبة لقوالب ختم السيارات الأوروبية. إنه مصمم لتوفير إرشادات دقيقة وموثوقة للأعم...
انظر التفاصيل
تعد جلبة الدليل القياسية MGB61 NAAMS حلاً موثوقًا لتطبيقات التوجيه الدقيقة والسلسة. تم تصميم جلبة الدليل هذه لتلبية معايير NAAMS، مما يضمن ملاءمتها...
انظر التفاصيل
إن اللوحة المنزلقة ثنائية المعدن مع سبيكة مقاومة للتآكل ومتكلسة من ثلاثة جوانب هي نوع جديد من ألواح التشحيم الذاتي. بالمقارنة مع لوحة الشرائح ثنائي...
انظر التفاصيل
SF-1W lead-free bearing is a new product developed based on SF-1X material according to international environmental protection requirements. In additi...
انظر التفاصيل
SF-2X boundary lubricated bearing is based on steel plate, with sintered spherical bronze powder in the middle, modified polyoxymethylene (POM) rolled...
انظر التفاصيل
Boundary lubricated lead-free bearings are improved on the basis of SF-2. Its performance is the same as SF-2, but the surface does not contain lead, ...
انظر التفاصيل Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




اتصل بنا